Exemple de matériaux thermoélectriques par alliage mécanique
Le silicium et le germanium sont des matériaux semi-conducteurs fondamentaux qui ont révolutionné le développement de dispositifs électroniques, notamment les cellules photovoltaïques et les transistors. En faisant varier les proportions de Si et de Ge, les propriétés de ces alliages peuvent être modifiées, affectant la taille atomique, les différences de masse et les bandes interdites.
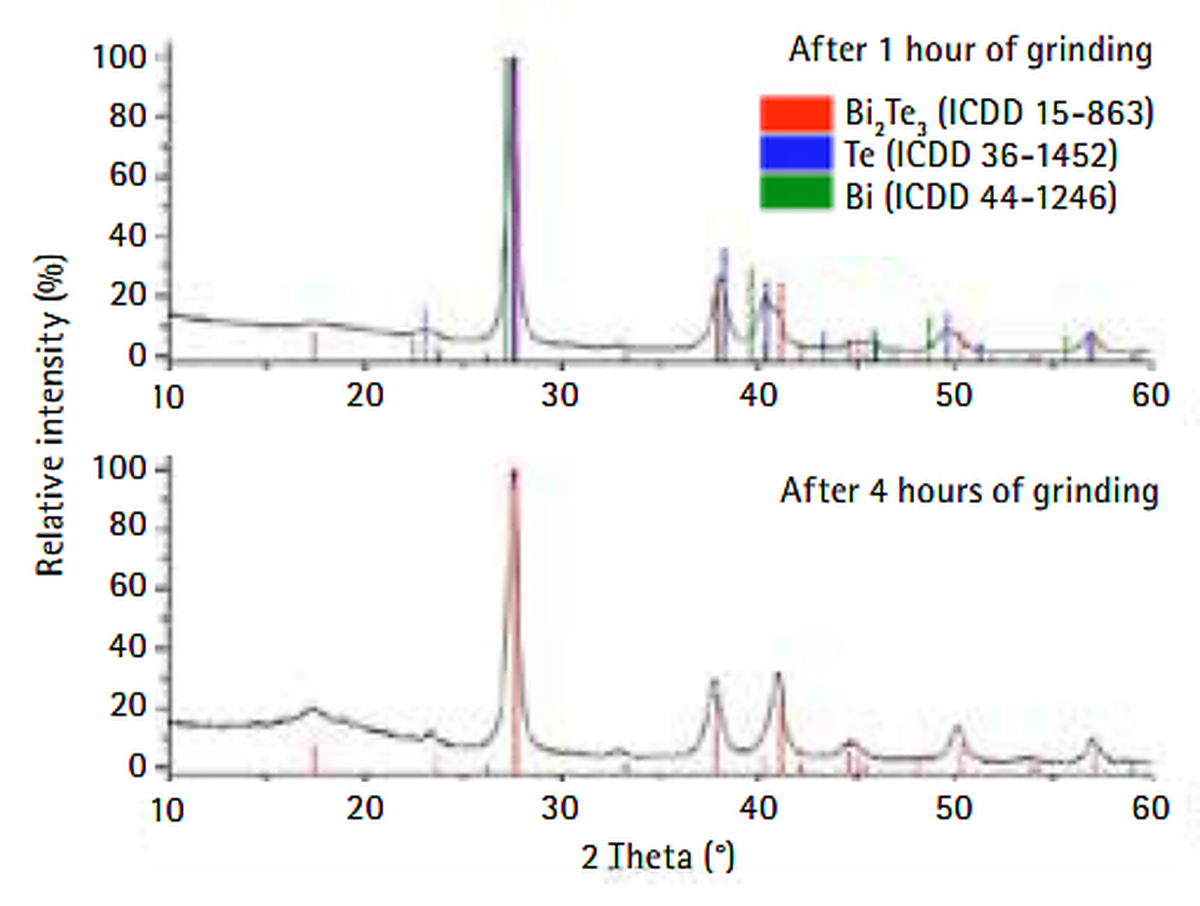
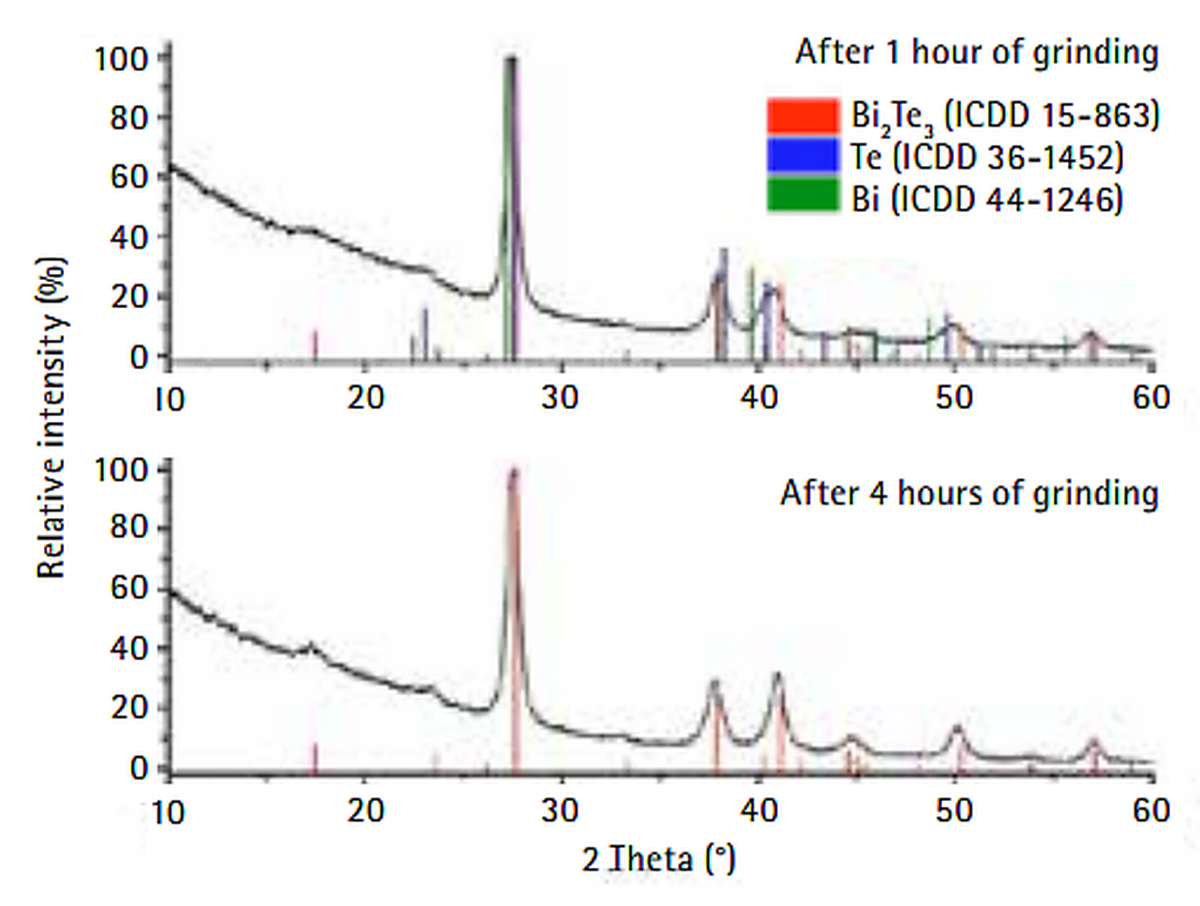
Les alliages thermoélectriques composés de Si et de Ge sont utilisés dans les missions spatiales au sein de thermogénérateurs radio-isotopiques pour alimenter les sondes et les instruments spatiaux. Pour les applications commerciales thermoélectriques, les matériaux à base de tellurure de bismuth (Bi2Te3) sont primordiaux en raison de leur efficacité de conversion supérieure. Les éléments Peltier en tellurure de bismuth sont utilisés dans les systèmes de refroidissement. Auparavant, les broyeurs planétaires à billes étaient utilisés pour l'alliage mécanique du Si et du Ge, mais ils rencontraient plusieurs problèmes. Le nouveau broyeur à billes à haute énergie Emax résout ces problèmes en empêchant l'agglomération des matériaux à grande vitesse, éliminant ainsi le besoin de longues pauses et réduisant le temps total de traitement. La technologie de l'Emax permet un traitement efficace et plus rapide.
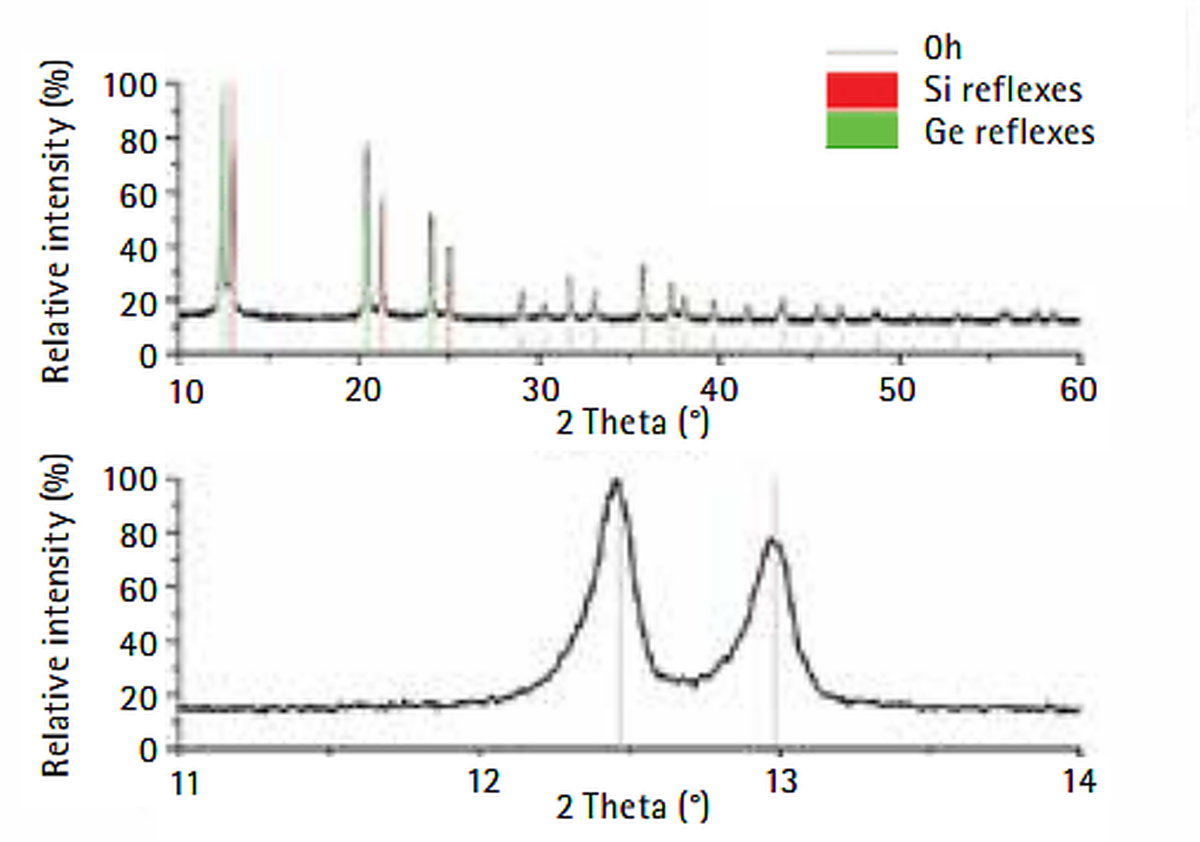
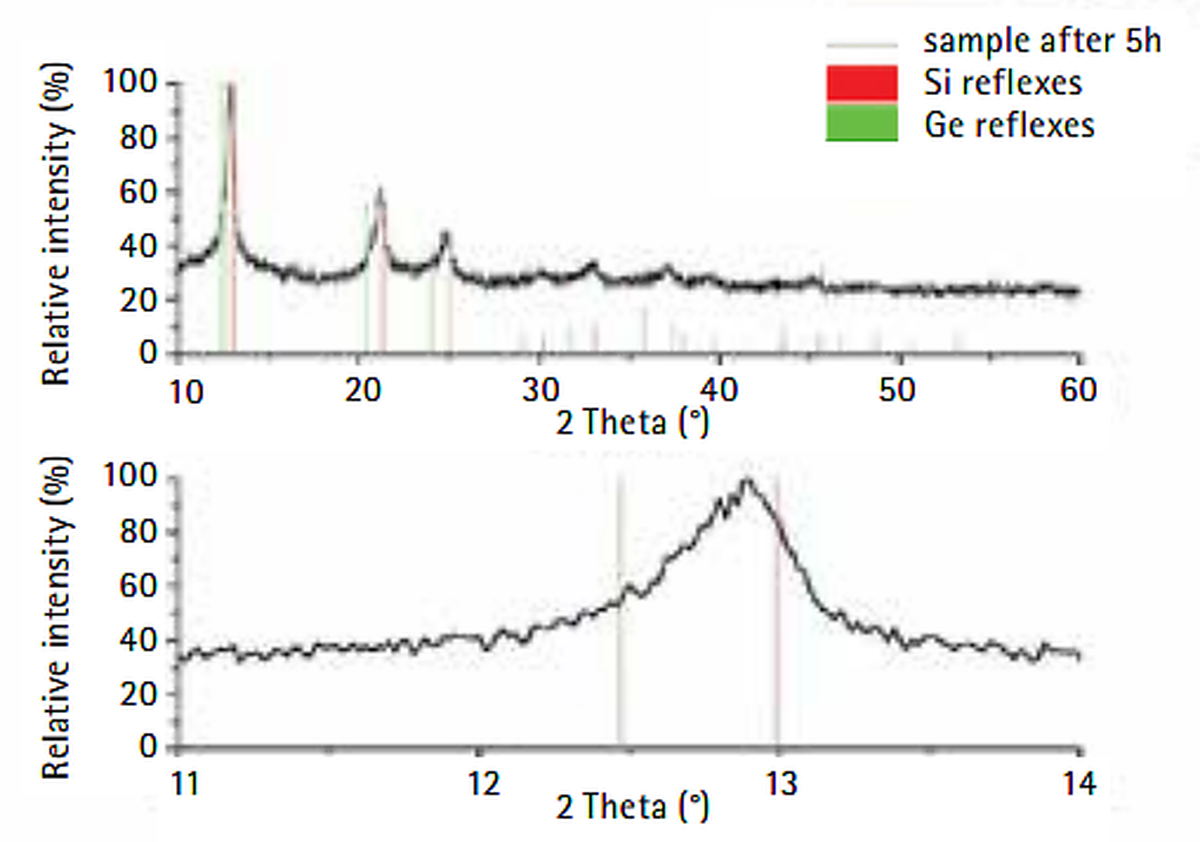
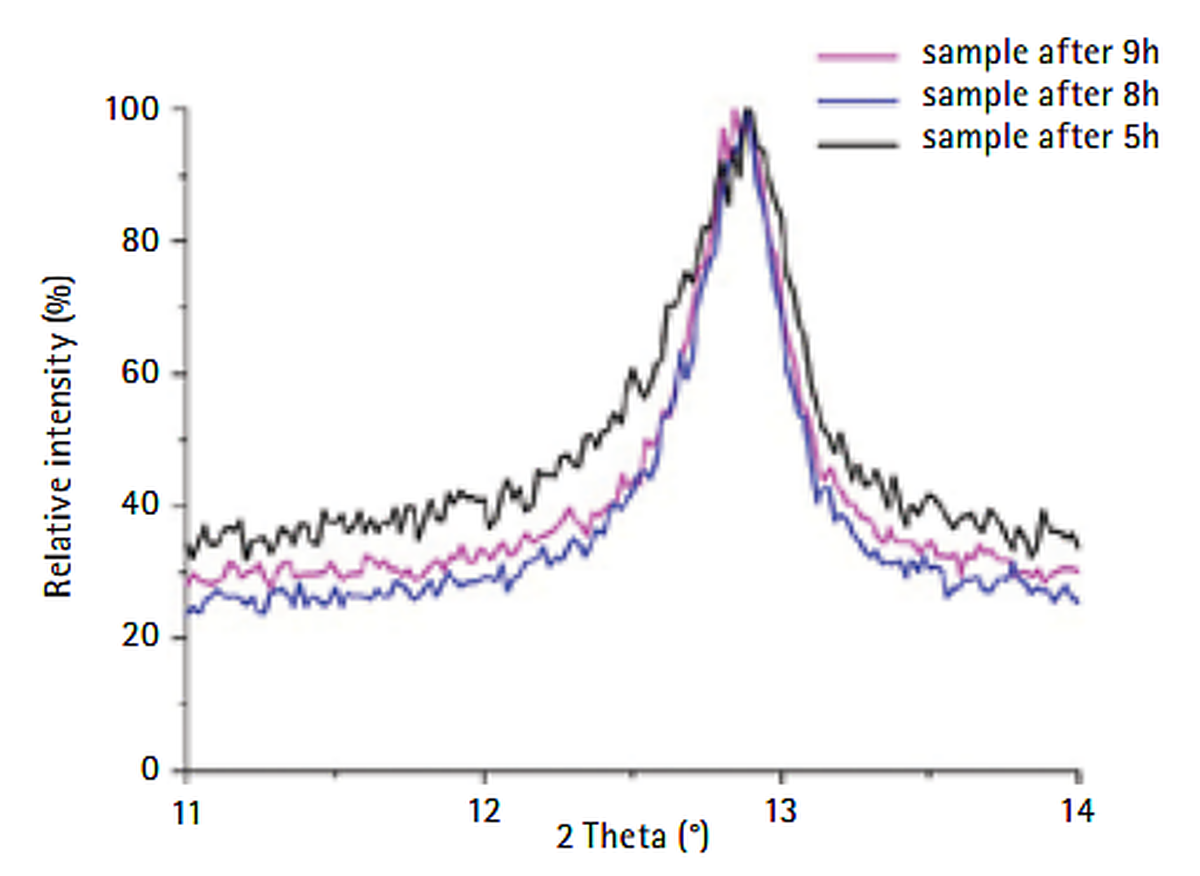
3,63 g de Si et 2,36 g de Ge ont été combinés dans un bol de broyage en carbure de tungstène de 50 ml à l'aide de huit billes de broyage de 10 mm, avec un rapport échantillon/bille de 1:10. Initialement, Si et Ge avaient des tailles de particules de 1 à 25 mm et 4 mm, respectivement. Après un broyage de 20 minutes à 2 000 tr/min, les deux ont été combinés sans agglomération. L'alliage mécanique s'est déroulé pendant neuf heures à 1 200 tr/min, avec des intervalles de broyage d'une heure suivis de pauses d'une minute pour l'inversion de la rotation afin d'éviter l'agglutination. La diffraction des rayons X (XRD) a mesuré le matériau de départ, montrant les motifs de lignes distincts de Si et Ge, qui se sont estompés avec le temps. Tout au long du processus, les composants de l'alliage sont restés poudreux et la température Emax est restée inférieure à 30 °C. Après neuf heures, les poudres étaient encore cristallines avec peu ou pas de matière amorphe.

 alliée mécaniquement après 5 h")
 d'une poudre de FeTaCu alliée mécaniquement après 20 h (vue de dessus)")